|
Manufacturing Process of spiral Pipes in ISCO
Coil
preparation: Coil ends are cut in the coil preparation machine which makes sure
that only coils with straight and smooth ends will enter the pipe mill.
After
opening, the coil passes through the leveler to optimize the flatness of the
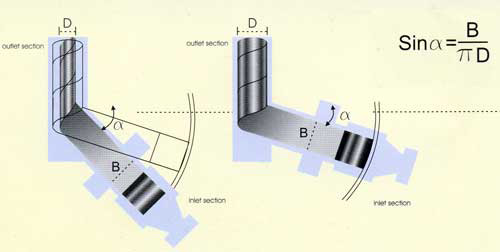
coil. To achieve the uniform strip width as outlined in the above formula, the
coil edges are beveled and milled simultaneously in the edge milling machine.
Considering the importance of proper weld joints, the strip edges will follow
the following joint design scheme:
·
Double - Square - Groove Weld ( Suitable for strips with thickness more than 4
and less than 12.7 mm )
·
Double - v – Groove Weld (Suitable for strips with thickness more than 12.7 mm)
The main
drive moves the strip to the forming unit. After achieving the desired diameter
the inside and outside welding processes are performed. The pipe manufacturing
and forming operations are completely automatic and operator independent.
Pipes will
be cut to the desired length by plasma arc cutting technology. Submerged Arc
Welding (SAW) using two electrodes (Tandem Arc) is applied as the welding
process. After Leakage test by hydrostatic testing machine, which can handle
test pressures up to 3000 psi and diameters of up 64 inch, the pipe ends are
beveled.
The
beveling angle complies with normal standards. Beveling in non-standard angles
as per costumers orders is possible .After Passing inspection, pipes are weighed
and prepared for delivery.
Manufacturing of
spiral pipe is based on the following formula:
|


